
A long time ago, back in the 60’s, when early practitioners like Dr. Joseph Orlicky and Oliver Wight both from IBM, first developed computerized Material Requirements Planning (MRP), there was no way of determining whether or not the manufacturing facility even had the necessary capacity to achieve the proposed master production schedule (MPS). Sure, there were some company long-timers who, by guess and by golly, would could come up with some rough-cut capacity profile either in their head or scribbled on the back of some envelope to somehow come close to determining the feasibility of the MPS.
Eventually, people realized there had to be a better way. Developing MRP – it’s all about the lead times In order to computerize a successful manual planning process, guys like Joe and Ollie looked around at the successful manufacturers of the time like Black and Decker and Steelcase Mfg. They realized that the entire scheduling vortex began at the manufacturing order level with the following lead time offset expression: Fixed Lead Time + (Order Qty. * Variable Lead Time).
The fixed lead time elements can be broken out into Move, Queue and Setup times and the variable lead time would be the Run Time per Unit. These lead time elements are derived directly from each operation within the assembly’s production routing. The variable lead time would give the correct amount of lead time offset based on the quantity of the order. This would allow a much greater lead time offset for a 1,000 piece manufacturing order in relation to a 10 piece manufacturing order and justifiably so. You are not much of a scheduler if you can’t give a manufacturing order its due with the correct amount of lead time based on quantity, in order to complete on time.
Another aspect that requires the scheduling of the manufacturing order properly involves the Start Date. This is calculated by subtracting the lead time offset from the manufacturing order Due Date. The resulting manufacturing order Start Date is used in the calculation of the Due Dates for all of the purchased components and sub-assemblies that are needed to be picked for the assembly’s manufacturing order.
So as you can see, all of the scheduling of any manual or computerized planning system completely revolves around this manufacturing order Start Date vortex. And so when the early practitioners were developing the computerized planning processes, this lead time offset expression used by the successful manual planning processes was established as the scheduling foundation of the MRP model. This same lead time offset expression exists in every type of planning software that includes MRP all the way up to SAP planning software.
Next step: CRP
So much for MRP, the topic of this blog is about CRP or Capacity Requirements Planning. CRP came about in the 1970’s when those early practitioners realized they had all of this wonderful operational lead time data available from the production routings. They thought it would be great if they defined work centers and their capacities and netted the manufacturing work order standard hours that flowed through each of these work centers against the defined capacities to arrive at a load profile. This way the Master Production Scheduler could bounce his/her proposed MPS against the defined capacities of all of the work centers. Therefore, the Master Production Scheduler could achieve a “best fit”, doable and achievable MPS. And now? Closed loop!
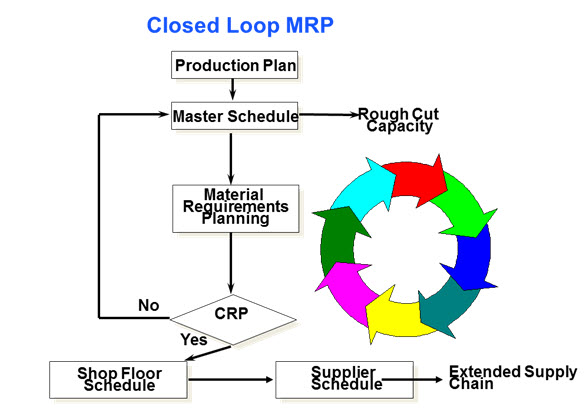
Another benefit of CRP is first it calculates the start and finish dates of each operation through each work center so it is the perfect tool for daily priority planning for the work centers on the shop floor via dispatch listings. I have never seen a dispatch list or schedule utilized on the shop floor. Where is the closed loop? The following is a depiction of CRP’s fit into the overall Closed Loop MRP of the 1970’s with one minor modification to depict the Supply Chain as coming off of the manufacturing order Start Date scheduling vortex of the shop floor schedule discussed previously.
CRP has to use the production routing’s operational lead time elements of fixed and variable lead times. These are the same lead time elements that are used in the scheduling process lead time offsets. Every company that I have ever worked for has defaulted the variable lead time element within the lead time offset expression to zero (0) thus only scheduling using fixed manufacturing lead times. This makes it impossible to implement CRP and even worse, takes the truth out of the overall manufacturing schedules. So if we are not working towards a single version of the truth, what are we working to? I think that now more than ever, companies need to step up and use good MRP principles. They should use principles such as accurate lead time scheduling and finally close the loop through the utilization of CRP and the generation of work center schedules. The shop floor has been left out of the overall planning process for much too long. Those on the shop floor should be working to the same schedules as those who are procuring the material necessary to complete their manufacturing orders.
Leave a Reply