My colleague Max Jeffrey recently posted a blog titled “Should Safety Stock be added to forecasted FG demand?” which he also published in our Supply Chain Expert Community, both of which generated quite a lot of discussion in which Max suggests that a ‘safety forecast’ makes more sense than a ‘safety stock.’ In other words, isn’t it better to add a quantity to the forecast that represents an upside against which to hedge your bets, especially for finished goods (FG)? The premise behind Max’s question is that in most systems safety stock (SS) is a quantity, and is only updated occasionally, which means that in many situations too much safety stock is being kept. This is especially true in multi-tier distribution systems when the SS is set at each node rather than being considered across all tiers of distribution. While trying to address a real issue that has huge financial impact, I believe Max’s suggested cure is worse than the original symptom because of the distortion to the forecast. Getting a forecast that is as accurate as possible is vitally important and we should not be adding distortions. I also think that using a ‘periods of cover’ inventory policy instead of a fixed quantity SS is a very good way of providing a more dynamic SS. In commenting on the use of ‘periods of cover’ I state that:
The policy may be to keep 3 weeks of demand in stock because that is the supply lead time to the stocking point. If the forecasted weekly demand is 10, 20, 20, 30, 10, 10 then the SS would be 50, 70, 60, 50 over the next 4 week. In other words the safety stock fluctuates with the anticipated demand.
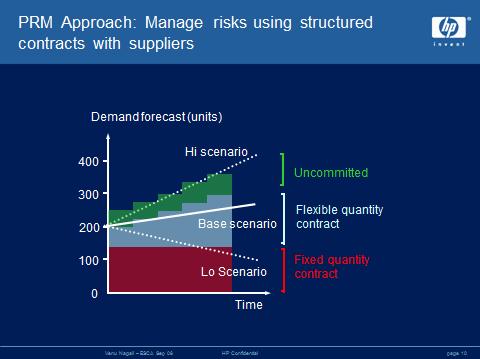
I always find it difficult to separate out the topics of inventory policy and postponement. In fact I don’t see how one can separate out these topics because they are so tightly related. In addition, postponement is often thought of in terms of manufacturing or assembly postponement, but it is equally valid to think of inventory or distribution postponement. Your ability to postpone either manufacture or distribution of FG determined by the markets order-to-delivery (OTD) lead time expectations and your supply chains supply lead time and agility. If the market expects a 1 day OTD lead time and your supply lead time is three weeks, there is very little opportunity for postponement, and SS must be kept as FG at the most forward stocking location. If on the other hand the OTD lead time expectation is one week, SS could be kept as FG at the factory. If the OTD lead time expectation is five weeks, then the SS can be kept as raw materials before manufacturing or assembly. But the discussion above is fairly simplistic and describes principles. Hewlett Packard (HP) adopted an approach, much of it pioneered by Hau Lee and Corey Billington in the 1990’s, that, in my opinion, makes them a leader in inventory management. Currently they may not have the ‘cool’ products that Apple has, but they have some great supply chain ideas. They focus a lot on both demand segmentation and product segmentation. For product segmentation they use the terms ‘No Touch’ (completely outsourced), ‘Low Touch’ (sub-assemblies outsourced), and ‘High Touch’ (mostly insourced). Actually they have five classifications in total. While demand volatility is one of the factors considered in outsourcing decisions, outsourcing has more to do with IP and core competencies. In a webinar titled “Using Segmentation Strategies for Better Demand and Supply Balancing in the Mid-Market” (registration required) Jeff Range of March Networks discusses a very similar concept. March uses the categories of ‘Runners’, ‘Repeaters’, and ‘Rogues’ to segment products, and the categories ‘Fixed’, ‘Flex’, and ‘Forecast’ to segment demand within each of these categories. Supply chain agility, or postponement, and inventory policy decisions are made for each of these intersections. This is very different from most approaches which tend to set inventory policy by product group only. While slightly different, the diagram below, from a presentation made at Stanford University, shows how HP segments demand. For the ‘Lo scenario’ they put in place long term minimum cost contracts based upon regular and guaranteed quantities and a guaranteed, but longer, lead time. For the ‘Base scenario’ they put in place shorter term contracts that balance flexibility and price, definitely at a higher unit cost than the ‘Lo scenario’ and also possibly a more variable, but shorter, lead time. The ‘Hi scenario’ is essentially a spot buy, greatest flexibility (uncommitted) but also greatest cost and possibly the most variable lead time, which can also be offset with higher cost through the use of ‘expedited’ transport to reduce lead time even further.
What is hidden in all of this is postponement. The presentation is title Procurement Risk Management (PRM). For the ‘No Touch’ products clearly procurement means of FG, for ‘Low Touch’ it means for sub-assemblies, and for ‘High Touch’ it means for components. Of course I am making broad generalizations and the decisions are more subtle than I describe. But for all these product classifications there is still the question of the difference between supply lead time and order-to-delivery lead time. Postponement can only be used as long at the supply lead time from the point of postponement is shorter than the expected order-to-delivery lead time. If the expected order-to-delivery lead time is a lot shorter than the supply lead time, then the safety stock buffer has to be in FG. If the supply lead time is shorter than the order-to-delivery lead time, then the safety stock buffer has to be kept in the raw materials or components. To get back to Max’s question, how should you calculate safety stock? Should you even have safety stock, or should this be dealt with in the manner that HP does? First of all I think phrasing the question in terms of FG doesn’t get to the heart of the issue because it all depends on the level of postponement. So let’s generalize the question to ask if this if forecast consumption is not more sensible than the use of safety stock at the point of postponement. The most common way to calculate safety stock and the reorder point to satisfy a certain customer service level expectation, where Lead Time is the supply lead time to the buffer, is as follows:
1. Z: NORMSINV(Service level) , for example Z=1.64 for a 95% service level 2. Safety stock: {Z*SQRT(Avg. Lead Time * Standard Deviation of Demand^2 + Avg. Demand^2 * Standard Deviation of Lead Time^2)} 3. Re-order Point (ROP): Average Lead Time*Average Demand + Z*SQRT(Avg. Lead Time * Standard Deviation of Demand^2 + Avg. Demand^2 * Standard Deviation of Lead Time^2)
In other words, if demand is fairly stable (relative to volume) and the supply lead time is fairly stable, very little safety stock is required. This is where HP was really innovative. For the ‘Lo scenario’ they were able to reduce inventory throughout the supply chain by putting in long term contracts that reduced variability of supply and for the demand for which they could assume zero variability, therefore effectively reducing safety stock to zero, but taking a bit of a hit on ROP since their average supply lead time was a bit longer. On the other hand for the ‘base scenario’ they accepted greater variability but focused instead on reducing supply lead time, which reduces both safety stock and ROP. Of course this strategy works best for mature products with low demand variability relative to volume. For early stage NPI nearly all demand will be ‘Uncommitted.’ As far as I am aware HP still put in place long term contracts based upon their estimates of total available market and expectations of market share. In summary, I think Max is bringing up the right question. But I think the answer lies in deep analysis of both demand and products to determine differentiated inventory policies - which includes postponement, SS, and ROP – to best arrive at what Hau Lee calls a Triple-A supply chain: Agile, Adaptable, and Aligned. What do you think? Is this too complex? Should we instead just add some quantity to the demand as Max suggests? It would be great to hear from practitioners on how they are solving this issue.
Discussions
Leave a Reply